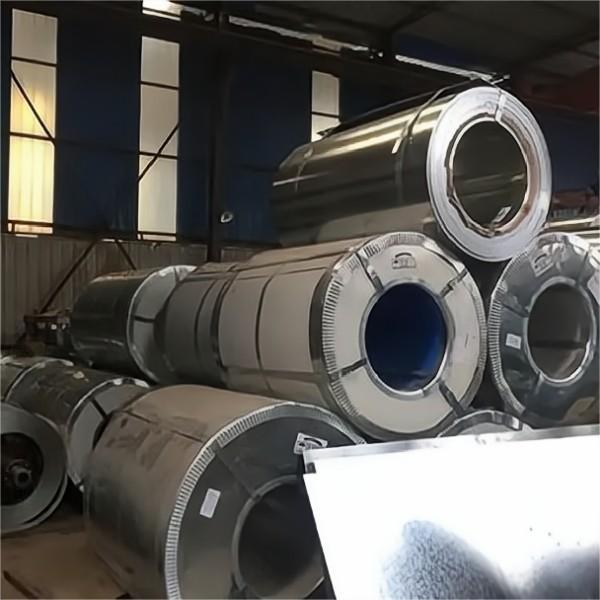
Defekti galvenokārt ir: nokrišana, skrāpējumi, pasivēšanas plankumi, cinka daļiņas, biezas malas, gaisa naža svītras, gaisa naža skrāpējumi, atklāts tērauds, ieslēgumi, mehāniski bojājumi, slikta tērauda pamatnes darbība, viļņotas malas, kausi, nepareizs izmērs, reljefs, nepareizs cinka slāņa biezums, rullīšu apdruka utt.
Galvenie cinka slāņa nokrišanas iemesli ir: virsmas oksidēšanās, silīcija savienojumi, pārāk netīra aukstās velmēšanas emulsija, pārāk augsta oksidācijas atmosfēra NOF sekcijā un aizsarggāzes rasas punkts, nepamatota gaisa un degvielas attiecība, zema ūdeņraža plūsma, skābekļa infiltrācija krāsns, zema sloksnes tērauda temperatūra, kas nonāk katlā, zems krāsns spiediens RWP sekcijā un gaisa iesūkšana krāsns durvīs, zema krāsns temperatūra NOF sekcijā, bezgalīga eļļas iztvaikošana, zems alumīnija saturs cinka katlā, pārāk liels iekārtas ātrums, nepietiekams samazinājums, pārāk īss uzturēšanās laiks cinka šķidrumā Pārklājums ir pārāk biezs.